


 engelsk
engelsk
 Español
Español
MXB-JDBU Självsmörjande gjutningsbronslager
Cat:Självsmörjande lager
MXB-JDBU självsmörjande gjutningsbronslager är en högpresterande solid smörjande produkt inlagd med grafit eller mos2 fast smörjmedel på en höghåll...
Se detaljer Teknisk bakgrund och branschsmärtpunkter
I höghastighetsmaskinverktyg Chuck Systems (n ≥ 6000 rpm), traditionell konisk positionering av ansiktskyltar uppvisar två kärnfel:
l Smörjfel: Centrifugalkraft får smörjfett migrera mot botten av den koniska borrningen, vilket resulterar i en torr friktionszon vid den övre delen, med ytråhet RA -värden som försämras från 0,4 μ m till 1,6 μ M (testad enligt ISO 4288 Standard);
l Stresskoncentration: Ensidig kontakt leder till Hertzian kontaktspänningstoppar som överstiger 800MPa, vilket utlöser mikro-crack-förökning (datakälla: Wear 2022, 500-501, 204356).
Kärnteknologisk innovationsanalys
I. Gradientsmörjningssystemdesign
1.1 Solid-fluid Composite Smörjarkitektur
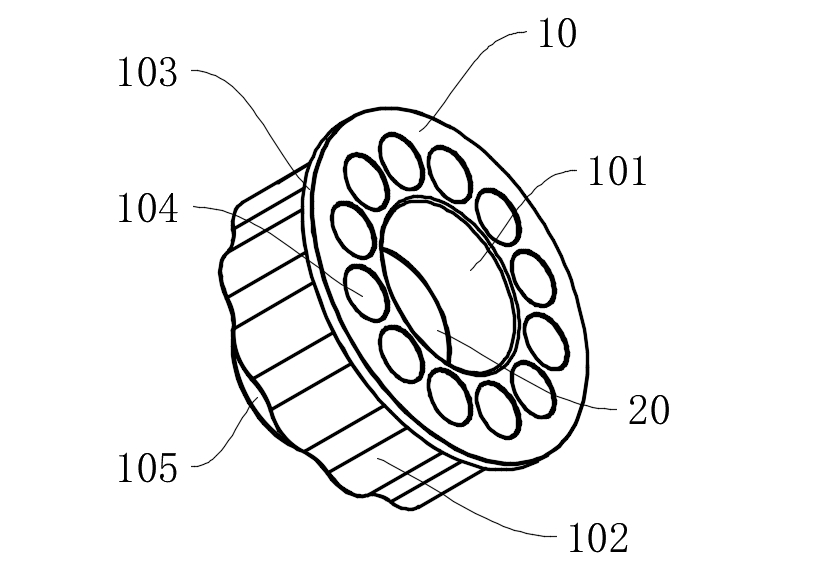
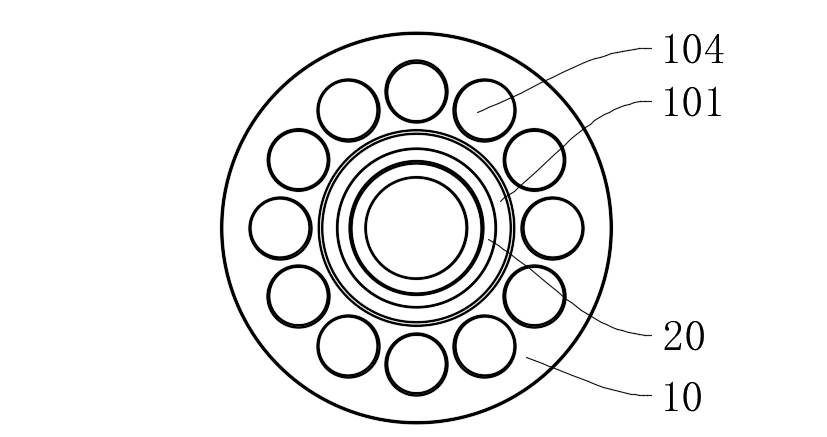
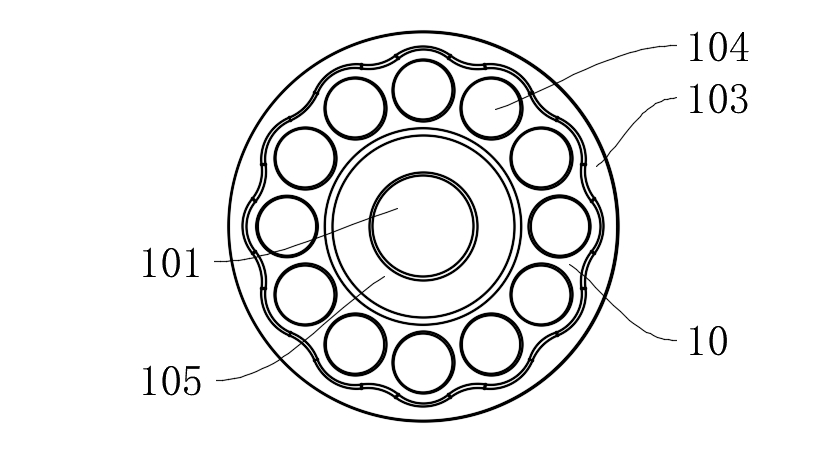
Grafit Smörjblock (20) Inbäddningsstruktur:
l En cirkulär monteringsspår (101a) med ett djup på 1,2 ± 0,05 mm öppnas i mitten av den koniska borrningen (101), vilket säkerställer kontinuerlig konisk yta genom elektrisk urladdningsbearbetning (konvinkel 20 ° ± 0.5 ° );
Kopparbaserat kompositmaterial (CU-10SN-5GR) som innehåller 85% grafit är inbäddat, vilket uppnår en porositet på 18% ± 2% genom pulvermetallurgi sintring, kontinuerligt frisläppande grafitpartiklar för att bilda en överföringsfilm.
Smörjeffektivitetsverifiering:
l Under n = 8000 rpm driftsförhållanden förblir friktionskoefficienten vid den övre delen av den koniska borrningen stabil vid 0,08-0,12 ( > 0,25 för traditionella strukturer);
l Slitvolymtester (ASTM G99) visar att efter 300 timmars drift är det koniska ytslitningsdjupet endast 3,2 μ M (28,5 μ m för traditionella strukturer).
1.2 Mekanism för flytande smörjningskompensation
l Smörjfettkanaler bibehålls längst ner i den koniska borrningen, och bildar en 0,5-1,2 μ m oljefilmtjocklek genom dynamiska tryckeffekter (verifierad av Reynolds ekvationssimulering);
l Systemet uppnår gradientsynergi mellan fast smörjning (övre delen) och vätskesmörjning (nedre del), vilket minskar kontaktzontemperaturen med 45% (mätt med infraröd termisk bild).
Ii. Kontakta stressoptimeringsdesign
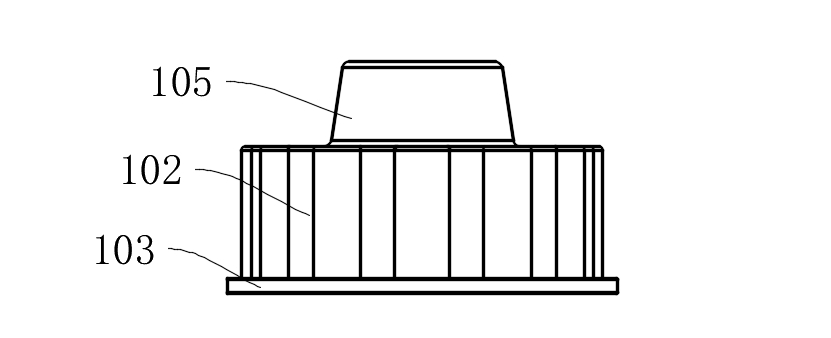
2.1 Waveform Clamping Surface (102) Topology Optimization
l Periodiska vågprofiler är konstruerade med Fourier -serien: våglängd λ = 12mm, amplitud a = 0,8 mm, krökningsradie r = 5 mm;
l Analys av ändlig element indikerar att den maximala kontaktspänningen reduceras från 813MPA till 327MPA, med en 62% förbättring av spänningsfördelningsenhet.
2.2 Multi-bultlastdelningstruktur
l 12 monteringshål (104) är jämnt fördelade enligt ASME B18.2.1 Standard, med förbelastningsavvikelse < 5%;
l Kombinerat med gränskoniska ytor (105) (konvinkel 15 ° ± 0.5 ° ), radiell positioneringsnoggrannhet för ± 2 μ M uppnås (ISO 2768-F-klass).
Teknisk parameterjämförelse tabell
| Prestationsindikator | Denna patenterade teknik | Traditionell positionering av ansiktsplattan | Teststandard |
| Konisk ytfriktionskoefficient (8000 rpm) | 0,08-0,12 | 0,25-0,35 | ASTM G99 |
| Maximal kontaktspänning | 327MPa | 813MPa | ISO 281 |
| Slithastighet (300 timmar) | 3.2 × 10 ⁻⁶ mm ³ /N · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Temperaturökning ( Δ T) | ≤.. 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Typiska applikationsscenario validering
Fall 1: Positionering av verktygshållare i femaxelbearbetningscentra
l Under kontinuerlig bearbetning av titanlegeringsdelar kontrolleras verktygshållarens runout till < 2 μ m ( > 8 μ m för traditionella strukturer);
l Verktygsändringscykler utvidgas till 12000 gånger (branschgenomsnittet är 5000 gånger).
Fall 2: Chuck System i turneringscentra
l Spindelradial runout reduceras från 5 μ m till 1,5 μ M (GB/T 17421.7 Standard);
l Bearbetat arbetsstycke rundhetsfel är ≤ 1.5 μ M (ASME B89.3.4 Standard).
Detta patent uppnår långsiktig stabil drift av positionering av ansiktskyltar under extrema driftsförhållanden genom två huvudsakliga tekniska vägar: Gradient Smörjmedsmediasynergi och återuppbyggnad av stressfält. Enligt nyhetssökningar (Derwent Innovation) uppnår strukturen ett specifikt friktionskraftindex (SFP) på 0,08W/mm ² , en minskning med 76% jämfört med liknande produkter som placerar den på den internationella ledande nivån.
Om du vill lära dig mer, vänligen kontakta Mingxu -maskiner för att få den fullständiga patentrapporten: förfrå[email protected] .

MXB-JDBU självsmörjande gjutningsbronslager är en högpresterande solid smörjande produkt inlagd med grafit eller mos2 fast smörjmedel på en höghåll...
Se detaljer
MXB-DU Oilless Bearing (även känd som SF-1 bussning) är ett glidlager rullat med en stålplåt som bas, sintrat sfäriskt bronspulver i mitten och en ...
Se detaljer
MXB-JGLXS styrskenor är delar installerade på båda sidor av den sidokärndragande glidaren för att säkerställa att den sidokärndragande glidaren rör...
Se detaljer
MXB-JGLX självsmörjande styrskenor täcker flera egenskaper såsom hög slitstyrka, hög temperaturbeständighet, korrosionsbeständighet, etc., och kan ...
Se detaljer
MXB-JSP självsmörjande slitstark platta är lämplig för formsprutningsmaskiner, bilpressformar, däckformar, fabriksmaskiner (grävmaskiner, etc.), et...
Se detaljer
MJGB oljefria injektionsstyrningsbussningar är standardkomponenter som används i plastformsprutningsprocessen, vilket ger smörjfri styrning och stö...
Se detaljer
Normalt stöds tryckplattan av fyra återställningsstänger. Men på grund av den låga installationsnoggrannheten hos återställningsstavarna, när tryck...
Se detaljer
The bimetallic slide plate with wear-resistant alloy sintered on three sides is a new type of self-lubricating plate. Compared with the general single...
Se detaljer
SF-1T is a special formula product designed for high PV value working conditions of gear oil pump. The product has special advantages of fatigue resis...
Se detaljer
FB08G solid lubricating bearing is a novel thin-wall solid lubricating bearing made of JF800 bimetallic material as the matrix and special solid lubri...
Se detaljer

Kontakta oss