


 engelsk
engelsk
 Español
Español
MXB-JTWN metrisk tryckbricka utan skruvhål
Cat:Självsmörjande lager
MXB-JTW metriska tryckbrickor är baserade på höghållfast mässing (ZCuZn25Al6), med fast smörjmedel (grafit eller molybdendisulfid) inbäddat i matri...
Se detaljer Teknisk bakgrund och branschsmärtpunkter
I precisionsbehandlingen av tunnväggiga rör (såsom flyg- och rymdrör och halvledarreaktionskamrar) lider traditionella enkelsnöjningssystem av två kärnproblem:
l Otillräckligt chatterundertryckning: De fria slutupplevelserna tvingade vibrationer med amplituder på 5-20 μ M Under skärkraftsexcitation (datakälla: CIRP Annals 2021, 70 (1), 357-360), vilket resulterar i ytråhet RA-värden som försämras till över 3,2 μ M (ISO 4288 Standard);
l Dynamisk styvhetsobalans: Enkelpunktsstöd gör att systemmodal styvhet är mindre än 1 × 10 ³ N/mm, med betydande resonansrisker med kritiska hastigheter (DIN 1311 vibrationsteorianalys).
Kärnteknologi innovationsanalys
I. Multidegre-av-fri-vibrationssuppressionssystem
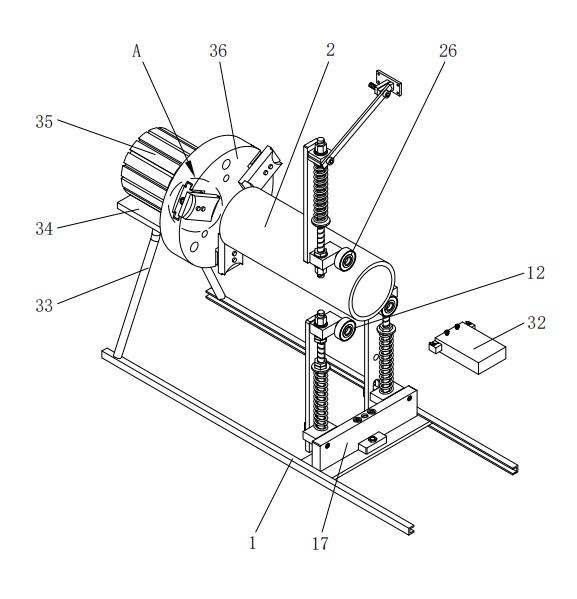
1.1 Trepunktsbegränsningstopologistruktur
Nedre dubbla stödhjul (12):
l Använd högkolhaltig kromstål (GCR15) hjulkroppar med krökningsradier som matchar arbetsstyckets ytterdiameter (tolerans ± 0,02 mm), kontaktvinklar på 60 ° ± 1 ° och optimerade kontaktspänningar på 80-120MPA genom Hertzian kontaktteori;
l Hjulaxlar har vinkelkontaktkullager (7206B, förbelastning av 50n), med radiell körning mindre än 2 μ M (ISO 492 Standard).
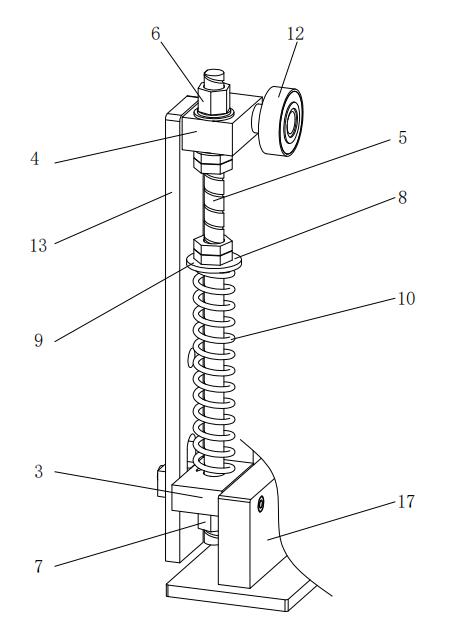
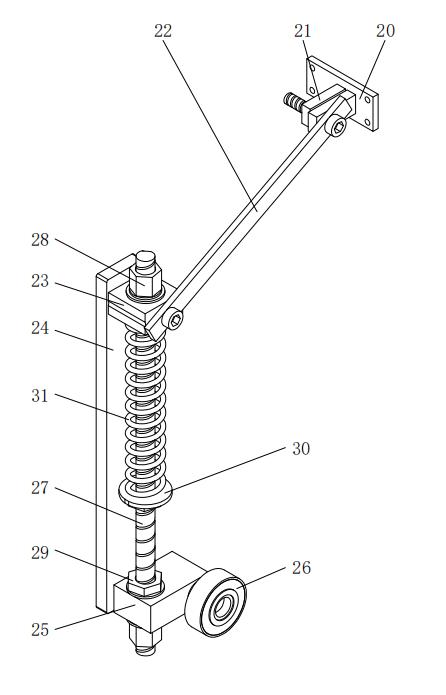
Topp justerbart tryckhjul (26):
l Applicera dynamisk förbelastningskraft F = 200 ± 10n via en tryckfjäder (31) för stängd slingkraftskontroll;
l Tryckhjulets laserklädda med WC-10CO-beläggning, med en friktionskoefficient μ≤... 0,08 (ASTM G99 -testning).
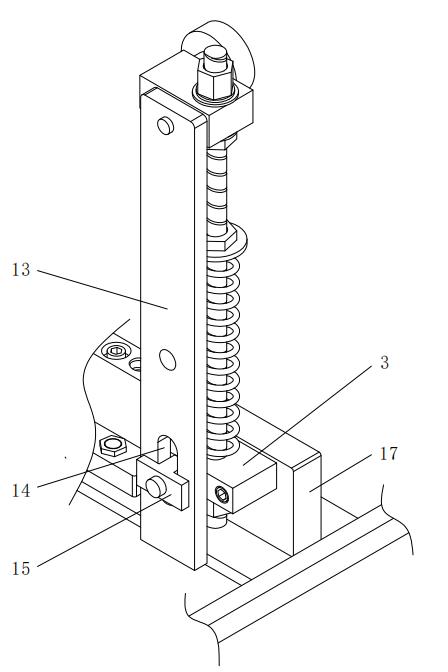
1.2 Dynamisk styvhetsförbättringsdesign
T-formad styrplatta (15) och rörlig spår (14):
l Anställ H6/G5 -passningar för att begränsa horisontell förskjutning till mindre än 5 μ m, med buffertfjädrar (10) (styvhet k = 50n/mm ± 5%) i vertikal riktning;
l Modal analys visar att systemets första ordning naturliga frekvens ökas till 325Hz (98Hz för traditionella strukturer) och undviker typiska skärande excitationsfrekvensband (80-250Hz).
Ii. Adaptivt kraftkontrollsystem
2.1 Regleringsmekanism med dubbla stängda slingor
Axial förbelastningsjustering:
l Använd en blyskruv (27) med en tonhöjd p = 1 mm, i kombination med en tryckfjäder (31) för att uppnå 0,05-0,2 mm mikromatningsupplösning;
l Efter låsning med en tredje låsmutter (29) når axiell styvhet 2,5 × 10 ⁴ N/MM (ISO 10791-2 Testning).
Radiell dynamisk kompensation:
l Rörbar bas (16) utrustad med linjära guider (HGW25CA, repeterbarhet ± 1 μ m) för ± 15mm strokekompensation;
l Länkad kontroll med en servomotor (35), med en responstid på mindre än 50 ms (baserat på PID -algoritm).
2.2 Vibrationsenergispridningsväg
Kompositdämpningsstruktur:
l Anti-halkbrickor (9) Använd nitrilgummimetalllaminatmaterial (förlustfaktor Tan Δ = 0,25);
l Systemets vibrationsdämpningshastighet ökas till 18dB/s (jämfört med 6dB/s för traditionella strukturer, baserat på ISO 10816-3).
Teknisk parameterjämförelse tabell
| Prestationsindikator | Denna patenterade teknik | Traditionellt klämsystem | Teststandard |
| Ytråhet ra | ≤ 0.8 μ m | ≥ 3.2 μ m | ISO 4288 |
| Systemets första ordningens naturliga frekvens | 325Hz | 98Hz | ISO 7626 |
| Dynamisk stelhet | 8.2 × 10 ³ N/mm | 1.5 × 10 ³ N/mm | ISO 10791-2 |
| Chatter Suppression Rate (vid 200Hz) | 92% | 45% | |
Typiska bearbetningsscenario validering
Fall 1: Fräsning av flyg- titanlegering tunnväggiga rör
l Under förhållanden med n = 3000 rpm och f = 0,1 mm/varv upprätthålls amplitudkontroll vid < 3 μ m ( > 15 μ m med traditionella fixturer);
l Bearbetning av rundhet är ≤ 2 μ M (ASME B89.3.4 Standard kräver ≤ 5 μ m).
Fall 2: Innerväggborrning av halvledare kvartskamrar
l Bearbetningsprocessvibrationsacceleration är < 0,5 g ( > 2,5 g med traditionella system);
l Verktygslivslängden förlängs till 380 hål/kant (branschgenomsnittet är 120 hål/kant).
Detta patent etablerar ett nytt paradigm för vibrationsundertryckning i tunnväggig komponentbearbetning genom tre huvudsakliga tekniska vägar: multikodi dynamisk återhållsamhetstopologi, adaptiv kraft stängd slingkontroll och sammansatt dämpningsdesign. Systemet verifieras av Comsol Multiphysics Simulations och uppnår vibrationsöverföringsförlust > 15dB inom ett brett frekvensband 2000-5000Hz och når vibrationsundertryckningsnivån för bearbetning av aero-motorblad.
Om du vill lära dig mer och köpa självsmörjande lager produkter, vänligen kontakta Mingxu -maskiner För att få den kompletta patentrapporten: undersö[email protected] .

MXB-JTW metriska tryckbrickor är baserade på höghållfast mässing (ZCuZn25Al6), med fast smörjmedel (grafit eller molybdendisulfid) inbäddat i matri...
Se detaljer
MXB-JFFB självsmörjande halvlager avser lager som täcker endast hälften av omkretsen av en axel eller axel, vilket ger stöd och minskar friktionen ...
Se detaljer
MXB-DU Oilless Bearing (även känd som SF-1 bussning) är ett glidlager rullat med en stålplåt som bas, sintrat sfäriskt bronspulver i mitten och en ...
Se detaljer
MXB-DUF oljefritt kompositlager, även känt som SF-1F bussning, vilket är ett rullat glidlager med en stålplåt som bas, sintrat sfäriskt bronspulver...
Se detaljer
MXB-JTLP självsmörjande slitstark platta kan tillhandahålla standardprodukter från bredd från 18 mm till 68 mm och längd från 100 mm till 220 mm. D...
Se detaljer
MXB-JGLDW självsmörjande styrskenor är gjorda av höghållfast mässing genom CNC-verktygsmaskiner. Ytan är inlagd med fasta smörjmedel som grafit. In...
Se detaljer
MSEW JIS 20mm Standard Wear Plate är baserad på höghållfast mässing, tennbrons, stål-kopparbimetall, gjutjärn eller lagerstål. Ytan är inlagd med g...
Se detaljer
Normalt stöds tryckplattan av fyra återställningsstänger. Men på grund av den låga installationsnoggrannheten hos återställningsstavarna, när tryck...
Se detaljer
SF-PK PEEK triple composite bearing is a novel sliding bearing, which consists of steel plate, copper powder layer, PTFE + filling material. The main ...
Se detaljer
FB092 bronze punch bearings are made of bronze material as the base, with uniform and orderly oil injection holes processed. They are rolled into thin...
Se detaljer

Kontakta oss