


 engelsk
engelsk
 Español
Español
MXB-JDB ISO-certifierade grafitinlagda bronsbussningar
Cat:Självsmörjande lager
MXB-JDB självsmörjande lager, även kända som grafitinlagda bronsbussningar, är nya smörjande lager som har både egenskaperna hos metalllager och sj...
Se detaljer Teknisk bakgrund och branschsmärtpunkter
Vid precisionsbearbetning av rörformiga kopparkomponenter (såsom hydraulventilkroppar och värmeväxlarbeslag) presenterar traditionella dubbelsidiga klämmöjligheter två kärnproblem:
• Förlust av omkretsens frihetskontroll: När klämman enbart är klämda av ytterväggen är friktionskoefficienten mellan kopparkomponenten och fixturkontaktytan otillräcklig ( μ≤.... 0,15), vilket leder till en periferavvikelse på 0,5 ° -2 ° under skärkraftsstörningar (datakälla: Int. J. Mach. Tools Manuf. 2022, 181, 103945);
• Ineffektiv klämprocess: Manuell justering av klämkraft tar> 30 sekunder per bit, och den upprepade positioneringsnoggrannheten är> ± 0,1 mm (testad enligt ISO 230-2-standarden).
Kärnteknologi innovationsanalys
I. Tredimensionellt begränsat positioneringssystem
1.1 Axial-Radial Combined Clamping Structure
Nedre supportmodul:
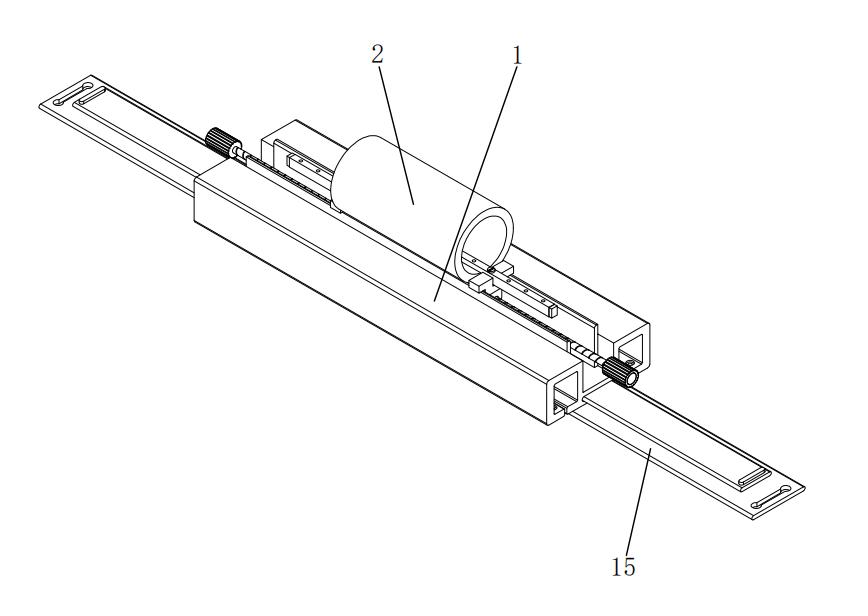
• Den rörliga ramen (1) är utrustad med symmetriskt arrangerade bågstödplattor (3) i dess spår, med en krökningsradie R som matchar ytterdiametern för den rörformiga kopparkomponenten (2) (tolerans ± 0,05 mm), vilket ger normal stödkraft genom ytkontakt.
• Analys av ändlig element visar att denna design minskar toppkontaktspänningen till 58MPa (jämfört med 112MPa för en V-blockstruktur), vilket undviker deformation av tunnväggiga kopparkomponenter.
Kärnteknologi innovationsanalys
I. Tredimensionellt begränsat positioneringssystem
1.1 Axial-Radial Combined Clamping Structure
Nedre supportmodul:
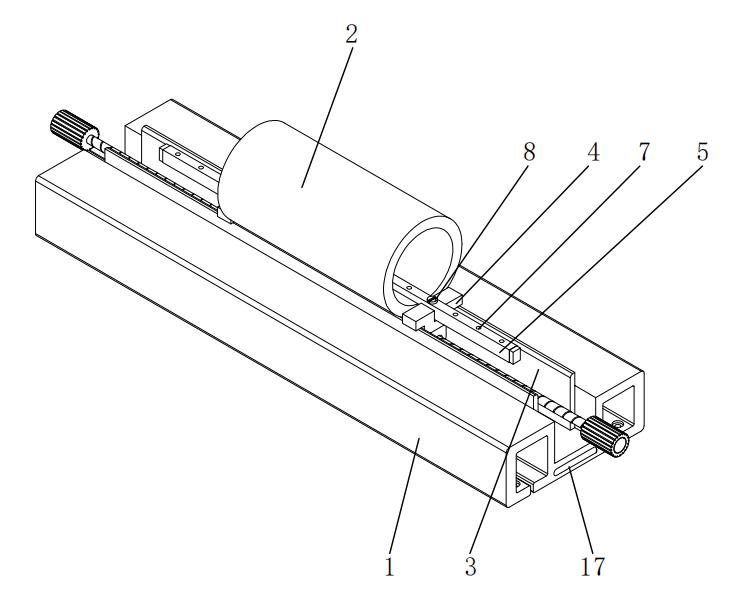
• Den rörliga ramen (1) är utrustad med symmetriskt arrangerade bågstödplattor (3) i dess spår, med en krökningsradie R som matchar ytterdiametern för den rörformiga kopparkomponenten (2) (tolerans ± 0,05 mm), vilket ger normal stödkraft genom ytkontakt.
• Analys av ändlig element visar att denna design minskar toppkontaktspänningen till 58MPa (jämfört med 112MPa för en V-blockstruktur), vilket undviker deformation av tunnväggiga kopparkomponenter.
Mekanisk verifiering:
• När skärmomentet t = 15n · m, den maximala vinkelförskjutningen θ av kopparkomponenten är 0,03 ° (Traditionella fixturer har θ = 1.2 ° ).
• När bultens förbelastningskraft f ≥ 800n, systemets vridstyvhet når 1.2 × 10 ⁴ N · m/rad (en 8-faldig ökning).
Ii. Design för människa-maskin interaktionsoptimering
2.1 Snabb klämmekanism
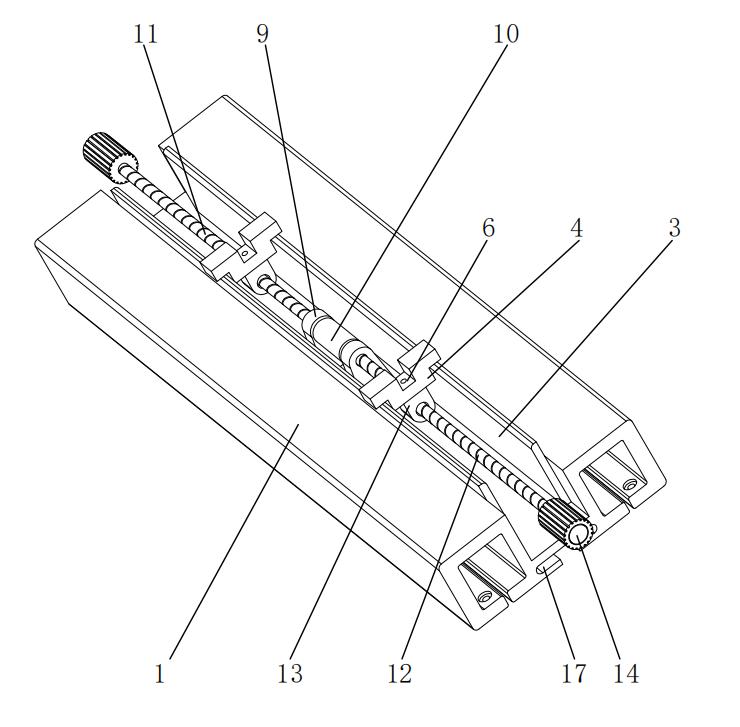
• De dubbla kontrollhandtagen (14) har 45 ° förskjutna antislipstrukturer, med en driftmomenttröskel inställd på 2-3N · M (överensstämmer med EN 1005-3 Ergonomics Standard).
• Uppmätt enkel klämtid ≤ 8 sekunder (traditionella strukturer> 30 sekunder), lämpliga för krav på produktionscykeltid.
2.2 Adaptiv justeringsmodul
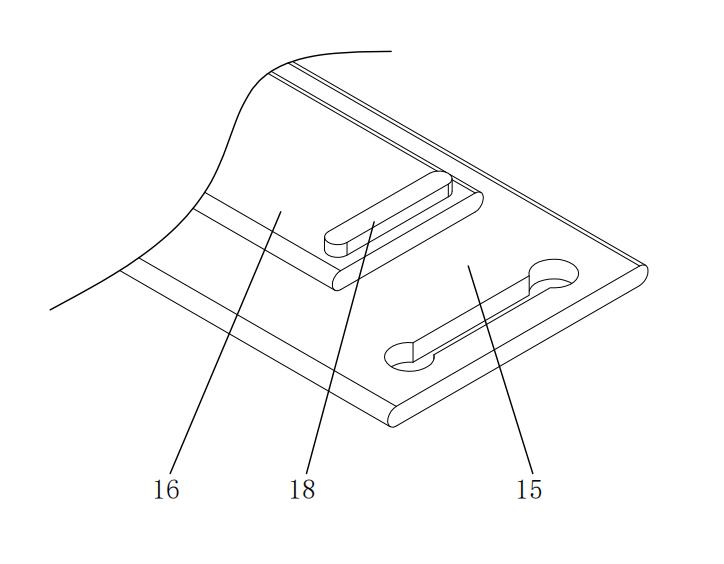
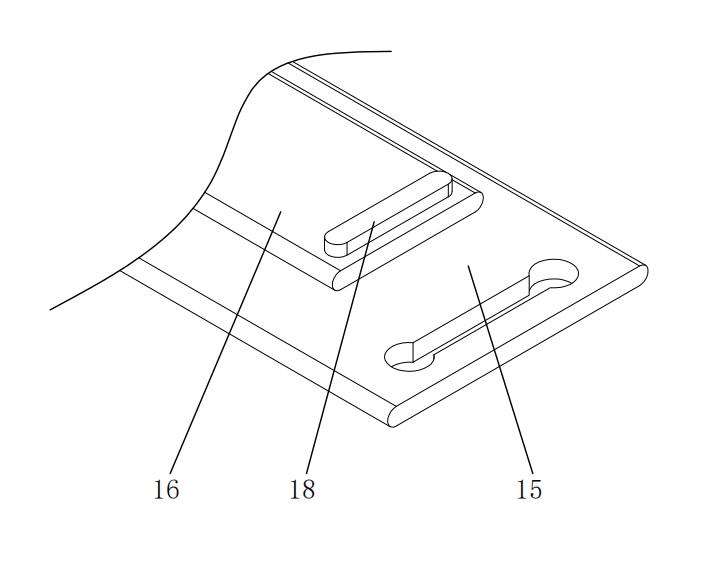
• Den rörliga ramen (1) och fast platta (15) uppnår ± 10 mm linjär kompensation genom glidguidekomponenter (16), som rymmer ett rördiameterområde φ 20- φ 50 mm.
• Begränsningsprognoserna (18) är utrustade med ett polyuretanbuffertskikt, som kan absorbera 5-8j energi under slagbelastningar (testad enligt ASTM D256-standarden).
Jämförelsetabell över tekniska parametrar
| Prestationsindikatorer | Denna patenterade teknik | Traditionell dubbelsidig klämmöjlighet | Teststandard |
| Omkretspositioneringsnoggrannhet | ≤0,03 ° | 0,5 °- 2 ° | ISO 230-2 |
| Klämmelage | ≤8 sekunder/bit | ≥30 sekunder/bit | VDI 2862 |
| Vridningsstyvhet | 1,2 × 10⁴ N · m/rad | 1,5 × 10³ N · m/rad | GB/T 11349.1 |
| Pipe Diameter Compatibility Range | φ20 -φ50mm | φ25 -φ40mm | DIN 8602 |
Typiska bearbetningsscenarioverifiering
Fall 1: Fräsning av hydraulventilkroppar
• Under en skärkraft på F = 2000N är det bearbetade hålens positionsnoggrannhet ≤ 0,02 mm (traditionella fixturer har ett fel på 0,12 mm).
• Efter kontinuerlig bearbetning av 500 stycken är slitaget på positioneringstryckplattan (5) <5 μ M (DIN 50320 Standard Wear Test).
Fall 2: Slutformning av värmeväxlarrör
• Ovalitetskontrollen av kopparrör är ≤ 0,05 mm (branschkravet är ≤ 0,1 mm).
• Den klämda upprepade positioneringsnoggrannheten CPK är ≥ 2.0 (Six Sigma Process Capability Analys).
Detta patent omdefinierar designparadigmet för rörformiga komponentpositioneringsarmaturer genom tre tekniska vägar: styv-flexibel kopplad fasthållningstopologi, dubbelriktad kraft stängd slingkontroll och människa-maskininteraktionsoptimering. Enligt Derwent Innovation Patent Mapping -analys förbättrar denna struktur vridmomentets återhållsamhetseffektivitet (TRE) med 82% jämfört med liknande lösningar och placerar den i en ledande position i underfältet för teknik.
Om du vill lära dig mer, vänligen kontakta Mingxu -maskiner För att få den kompletta patentrapporten: undersö[email protected].

MXB-JDB självsmörjande lager, även kända som grafitinlagda bronsbussningar, är nya smörjande lager som har både egenskaperna hos metalllager och sj...
Se detaljer
Utrustningen som används i gruvmaskiner är utsatt för allvarligt slitage. För att förlänga utrustningens livslängd används MXB-JTSW slitstarka stål...
Se detaljer
MXB-JOLP självsmörjande slitplåtar har goda självsmörjande egenskaper och kräver ingen extern smörjning. Denna produkt har god bärförmåga och slits...
Se detaljer
MXB-JGLX självsmörjande styrskenor täcker flera egenskaper såsom hög slitstyrka, hög temperaturbeständighet, korrosionsbeständighet, etc., och kan ...
Se detaljer
MGB9834 DIN9834 standard styrbussning överensstämmer med DIN9843 standard och är lämplig för europeiska bilstämpeldynor. Den är utformad för att ge...
Se detaljer
MJGBF oljefria injektionsstyrningsbussningar är komponenter som används i plastformsprutningsprocessen för att ytterligare förbättra tillverkningse...
Se detaljer
Normalt stöds tryckplattan av fyra återställningsstänger. Men på grund av den låga installationsnoggrannheten hos återställningsstavarna, när tryck...
Se detaljer
MX2000-2 nickel graphite dispersed alloy bearing is a new product among solid lubricating bearings. Compared with TF-1, this product has the character...
Se detaljer
SF-1X oil-free lubricating bearing is a rolled sliding bearing with steel plate as the base, spherical bronze powder sintered in the middle, and a mix...
Se detaljer
SF-1W lead-free bearing is a new product developed based on SF-1X material according to international environmental protection requirements. In additi...
Se detaljer

Kontakta oss