I batchbehandlingen av komponenter av skateboard-typ (som styrskenor och precisionsreglage) möter traditionella verktygssystem två stora flaskhalsar:
● Dålig repetitiv positioneringsnoggrannhet: Kumulativa fel från flera klämoperationer överstiger 0,1 mm (i linje med ISO 2768-m klasstolerans), vilket påverkar perpendiculariteten hos parningsytor (vanligtvis krävs att vara ≤0,05 mm per 100 mm);
● Ineffektiv byte av verktyg: Växling mellan dedikerade fixturer tar mer än 45 minuter per instans, vilket resulterar i utrustningsanvändningshastigheter under 60% ( Källa: CIRP Annals 2022, 71 (1), s. 333-336 ).
Analys av kärnteknologiska innovationer
I. Topologisk design för att klämma fast
1.1 Stegbidragsbegränsningsstruktur
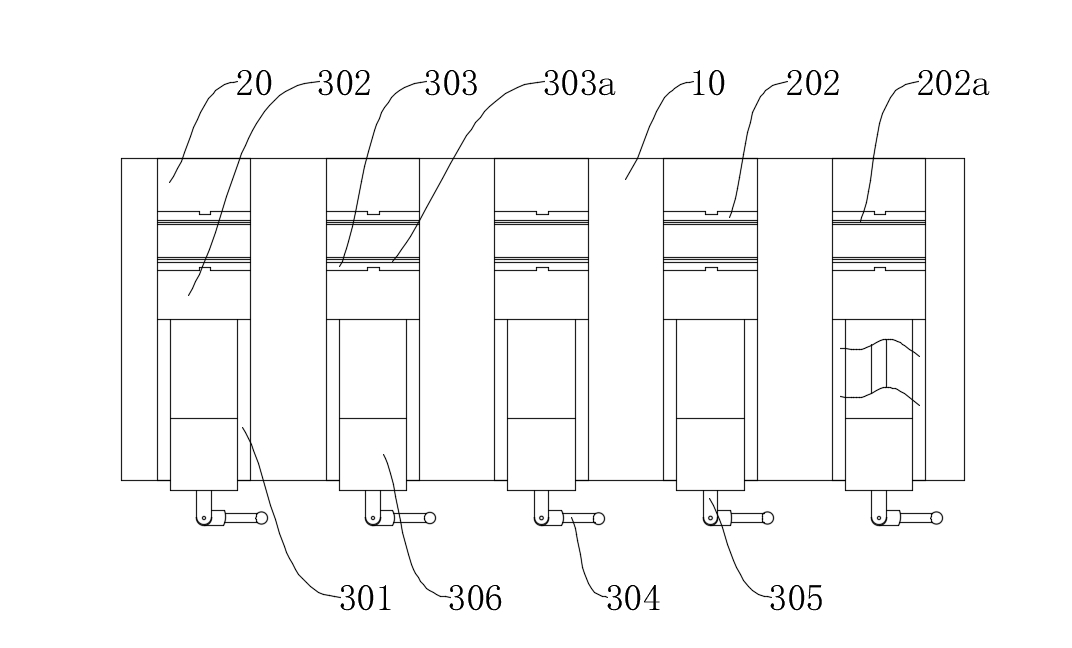
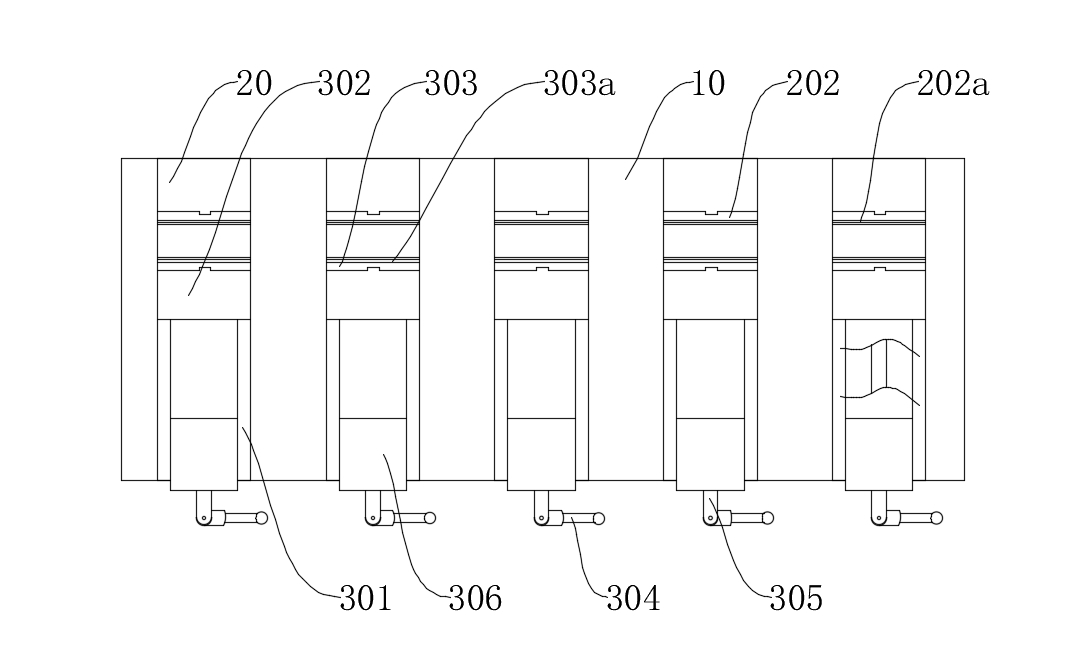
Klämmekanism med dubbla steg:
● Det fasta blocket (20) och klämblocket (302) är respektive utrustade med ett första och ett andra klämsteg (202A/303A). Höjden på dessa steg matchas med bearbetningsbidraget (med en tolerans på ± 0,01 mm);
● Genom att optimera stegens lutningsvinkel till 75 ° ± 1 ° genom ändlig elementanalys uppnår mekanismen en skjuvkraftsbärande andel som överstiger 85% (i motsats till endast 30% i traditionella plana klämmetoder).
Förbättring i bearbetningsprecision:
● Sidobearbetning är klar i en enda klämoperation, med positionella noggrannhetsfel ≤0,02 mm (uppfyller GB/T 1184-K-klassstandarder);
● Ra -värdet för ytan i ytan upprätthålls konsekvent under 0,8 um (såsom testats i enlighet med ISO 4288 -standarder).
Ii. Modular Rapid Tooling Change System
2.1 Plug-in modulär arkitektur
Design med dubbla slotar:
● De första/andra monteringsspåren (201/302A) använder en H7/G6 -passning, som i kombination med positioneringsnycklar uppnår en repetitiv positioneringsnoggrannhet på ± 0,005 mm;
● Modulersättningstiden är ≤3 minuter per bit (baserat på faktiska mätdata), vilket stödjer växling av arbetsstycken med tjocklekar från 5 mm till 50 mm.
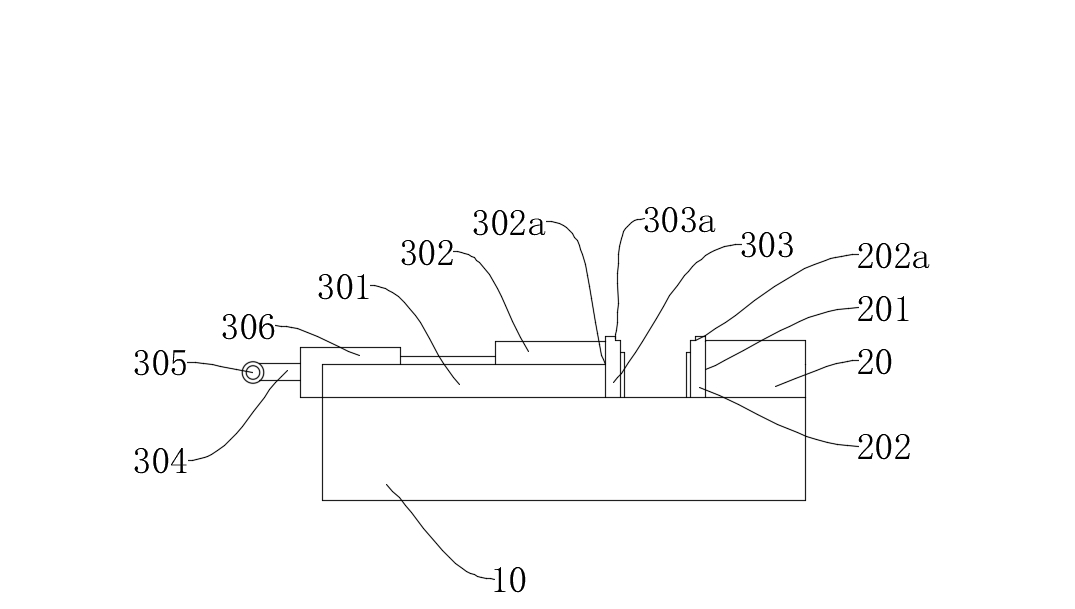
2.2 Force stängd slingmekanism
● Skruven (305) använder en dubbelledande trapezoidal tråd (TR16 × 4P8), som, i samband med övergångsblocket (306), möjliggör en mikromatningshastighet på 0,02 mm per revolution;
● Kontrollstången (304) innehåller en vridmomentbegränsare (inställd vid 15N · m) för att förhindra att skador på arbetsstycket överbelastas.
Viktiga tekniska parameterjämförelse tabell
| Prestationsindikator | Denna patenterade teknik | Traditionellt skateboardverktyg | Teststandard |
| Repetitiv positioneringsnoggrannhet | ≤0,005mm | ≥0,03 mm | ISO 230-2 |
| Verktygsbyte | ≤3 minuter | ≥45 minuter | VDI 2862 |
| Ytråhet ra | ≤0,8μm | ≥1,6μm | ISO 4288 |
| Maximal klämkraft | 12kn | 8kn | DIN 55189 |
Validering i typiska bearbetningsscenarier
Fall 1: Bearbetning av linjära styrreglage
● Bikinade 18 skjutreglage med olika specifikationer med en kumulativ verktygsövergångstid på 38 minuter (traditionell verktyg kräver 13,5 timmar);
● Puspendicularity -felet på sidoytorna var ≤0,015 mm per 100 mm (uppfyller GB/T 1184 standardbehovet på ≤0,05 mm).
Fall 2: Grupphålsbearbetning av hydraulventilplattor
● Slutförde bearbetning av 12 parningsytor i en enda klämoperation, vilket uppnår ett CPK -värde på 1,67 för positionsnoggrannhet (uppfylla sex sigmamanstandarder);
● Verktygslivslängden förlängdes med 40% (på grund av vibrationsnivåer minskade till under 0,5 g).
Detta patent omdefinierar designparadigmet för batchbearbetningsverktyg genom två tekniska vägar: Bidragsbegränsningstopologi Optimering och Modular Force Closed-Loop Control. Enligt en nyhetssökning (genomförd via Derwent Innovation) uppnår denna struktur ett övergångseffektivitetsindex (CEI) på 0,92, vilket representerar en förbättring på 210% jämfört med liknande lösningar och placerar den i det tekniska förekomsten av dess nischfält.
Om du vill lära dig mer, vänligen kontakta Mingxu -maskiner för att få den fullständiga patentrapporten: förfrå[email protected] .



 engelsk
engelsk
 Español
Español












Kontakta oss